Address
Nanzhai village, Liushi Town, yueqingCity, zhejiang Province, china
Tel
+86-13375775325

| Quantity: | |
|---|---|
Technology Parameter:
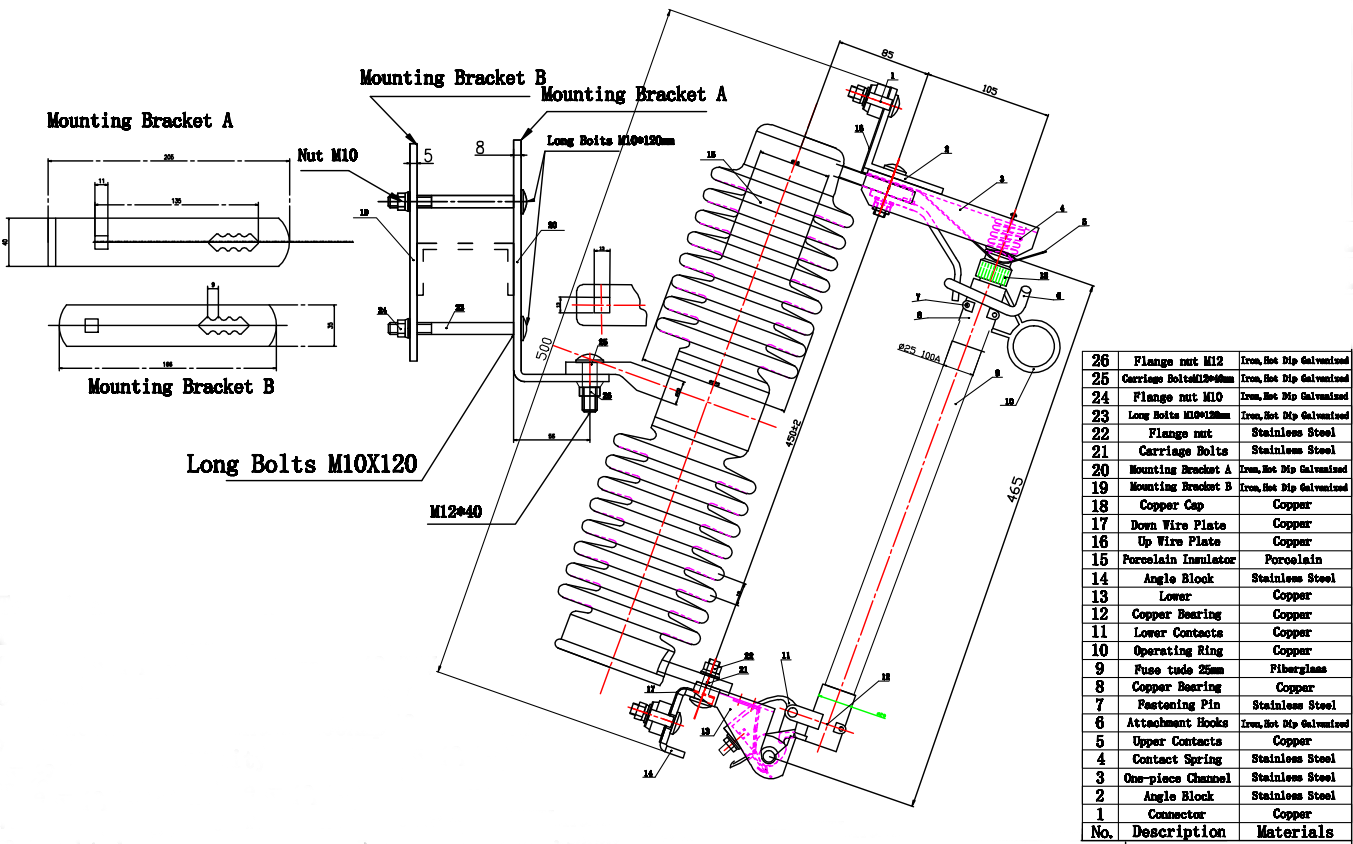
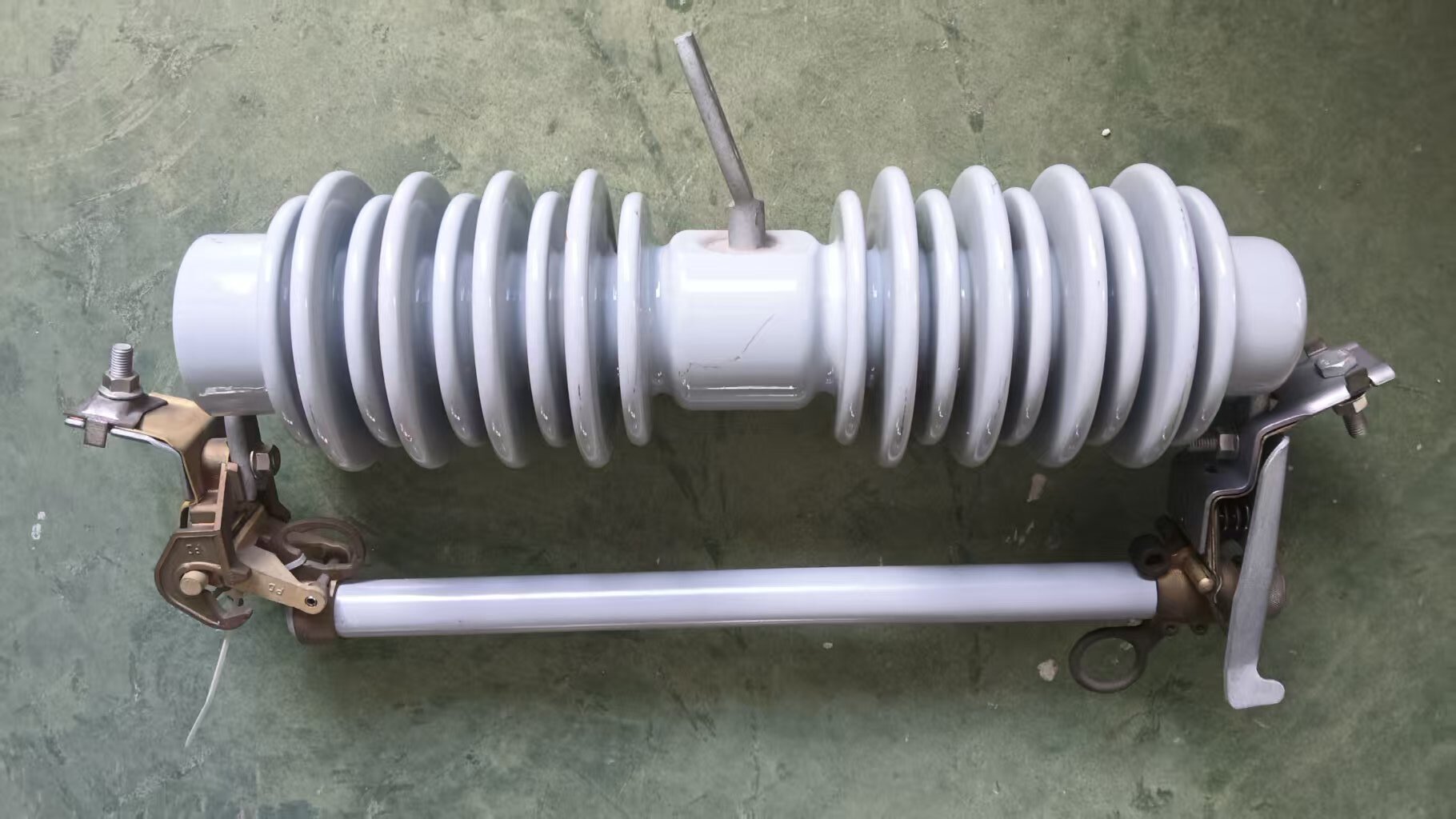
Product Name: Porcelain Fuse Cutout( is also named Ceramic Drop Out Fuse, Ceramic Fuse Outout)
Product Type: RW12-33F-100A
Body - porcelain
Rated voltage: 33kv
Rated current: 100A
Breaking current: 10kA
Impulse voltage (BIL): 170kV
Power frequency withstand voltage: 70kV
Leakage distance: 660mm
Weight: 15.5kgs
Dimensions: 640x450x170mm
This device is a critical overcurrent protection device for medium-voltage (33kV) distribution networks. Rated for 100 Amperes continuous current, it features ceramic insulators with an extended 660mm creepage distance for harsh environments (Pollution Level III/IV) and includes an integrated arc chute (arc shield/extinguisher) to enhance safety and performance during fault interruption. The arc chute contains and cools the arc plasma, minimizing risk to equipment and personnel.
Key Components & Features
1. Ceramic Insulators:Provide primary electrical insulation (660mm creepage path).
2. Fuse Carrier Tube: Holds the fusible element and arc-quenching material.
3. Fusible Element: Precision alloy designed to melt at specific currents.
4. Arc-Quenching Liner: Generates deionizing gases inside the tube.
5. Arc Chute (Arc Shield/Hood): Metal enclosure surrounding the fuse tube’s exhaust path to contain/cool the arc.
6. Upper & Lower Contacts:Provide connection and pivot mechanism.
7. Drop-Out Mechanism:Ensures visible isolation post-operation.
8. Galvanized Metal Hardware: Brackets, hinge, fittings.
Detailed Manufacturing Process & Technology
Phase 1: Ceramic Insulator Manufacturing (660mm Creepage Path)
Raw Material Prep:High-purity kaolin clay, quartz, feldspar, and alumina are milled, blended, and mixed with water to form a homogeneous **slip (slurry)**.
Forming (Slip Casting):
* Liquid slip is poured into porous **plaster molds** designed with intricate rib/shed profiles to achieve the 660mm creepage path.
* Water absorbs into plaster, leaving a solid clay layer ("cast") on mold surfaces.
* Molds are removed after partial drying ("leather-hard" stage).
Drying: "Green" insulators dry slowly (≥72 hours) in humidity-controlled chambers to prevent cracking.
Glazing:Dipped or sprayed with a glass-forming suspension (silica, feldspar, fluxes) to create a smooth, hydrophobic surface that resists pollution buildup.
High-Temperature Firing:
* Loaded into tunnel kilns.
* Fired at 1250–1400°C for 24–48 hours.
*Vitrification:Minerals fuse into a dense, crystalline structure (mullite + glass phase) with high mechanical/electrical strength.
* Precision cooling prevents thermal stress cracks.
Metallization:
*Galvanized steel fittings (cap, pin, baseplate) are bonded to ceramic using thermosetting cement(high-strength alumina-silicate or Portland cement).
* Cement expands during curing for a compression-tight seal.
QC Testing:
* Dimensional checks (creepage distance laser-verified).
* Dielectric tests (Power Frequency Wet/Dry, Impulse).
* Mechanical load tests (Tensile, Torsion).
* Dye-penetration tests for microcracks.

Phase 2: Arc Chute Manufacturing
Material:Fabricated from **galvanized steel sheet** (1.5–3mm thick) for corrosion resistance.
Stamping/Forming:
* Steel sheets are cut and stamped into precise shapes using **progressive dies**.
* Forms include:
Arc Splitting Plates:** Stacked steel plates that divide/cool the arc.
Containment Hood/Shield:** Encloses the exhaust path.
Welding/Assembly:
* Components are robotically spot-welded or riveted.
*Critical surfaces may be **tin-plated** for improved conductivity.
Corrosion Protection:Full assembly is “hot-dip galvanized”(ASTM A123) or coated with epoxy primer.
Phase 3: Fuse Carrier & Element Production
Carrier Tube:
*Phenolic-Resin-Impregnated Fiberglass Tube: Woven fiberglass is resin-coated, formed under heat/pressure, and cured for high arc resistance.
*Internal Arc-Quenching Liner:Boric acid-treated fiberglass or polymeric ablative material inserted to generate arc-extinguishing gases.
Fusible Element:
* Silver-Plated Copper Wire/Strip: Precision-cut and notched to achieve exact time-current curves (TCC).
* Strain Relief Springs: High-temp stainless steel springs hold the element under tension.
Contacts:
* Upper Jaw Contact:Phosphor bronze or copper alloy, spring-loaded for reliable grip.
* Lower Contact & Release Mechanism:Forged brass with a heat-sensitive trigger.

Phase 4: Metal Component Fabrication (Bracket/Hinge)
Casting: Mounting bracket and hinge are sand-cast in ductile iron (ASTM A536).
Machining:CNC milling/drilling for precision pivot points and mounting holes.
Galvanizing:All parts are “hot-dip galvanized”(85µm min. coating).
Phase 5: Final Assembly
1. Insulator Assembly:Cemented ceramic units (top insulator, bracket insulator) are mounted to brackets.
2. Fuse Carrier Build:
*Fusible element is tensioned inside the tube, anchored to top/bottom contacts.
*Arc-quenching liner is inserted.
*Bottom release mechanism is installed.
3. Arc Chute Integration:
* Arc chute is mounted to the bracket, aligned precisely around the fuse tube’s exhaust port.
* Ensures no obstruction to drop-out movement.
4. Hinge Assembly:Carrier is mounted to the hinge pin. Top jaw engages the upper terminal.
Phase 6: Rigorous Testing & QC
Mechanical Operation:
*Smooth carrier insertion/latching.
*Instant drop-out when element is simulated to melt.
Electrical Testing:
* Contact Resistance:** ≤100µΩ (measured via micro-ohmmeter).
* Power Frequency Withstand:70kV AC (1 min, dry) / 50kV (wet).
* Lightning Impulse:170kV (1.2/50µs wave).
* Partial Discharge:<10pC at 33kV.
Arc Chute Validation:
*High-Current Interruption Test:Verify arc energy is contained within the chute (no external ejection).
*Dielectric Barrier Check:Post-interruption insulation integrity.
Environmental:Salt spray testing (ASTM B117) for galvanized parts.
Key Technology Highlights
1.660mm Creepage Design:Achieved through slip-cast ceramic ribs/sheds, optimized glaze chemistry, and rigorous dielectric QC.
2.Arc Chute Engineering: “Stamped steel plates” split and cool the arc; “hood design” directs exhaust downward safely.
3.Material Science:
* Electrical Porcelain:High-alumina content for strength/pollution resistance.
* Ablative Liner:Self-sacrificing material generates arc-quenching gases.
4. Precision Manufacturing:CNC machining of contacts, progressive die stamping for arc plates, and automated welding ensure consistency.

Company Strength:
 |  |
 |  |
 |  |  |
 |  |  |











